


 Engels
Engels
 Spaans
Spaans
MXB-JTW metrische drukring voor voertuigtransmissies
Cat:Zelfsmerend lager
MXB-JTW metrische drukringen zijn gebaseerd op hoogwaardig messing (ZCuZn25Al6), met vast smeermiddel (grafiet of molybdeendisulfide) ingebed in de...
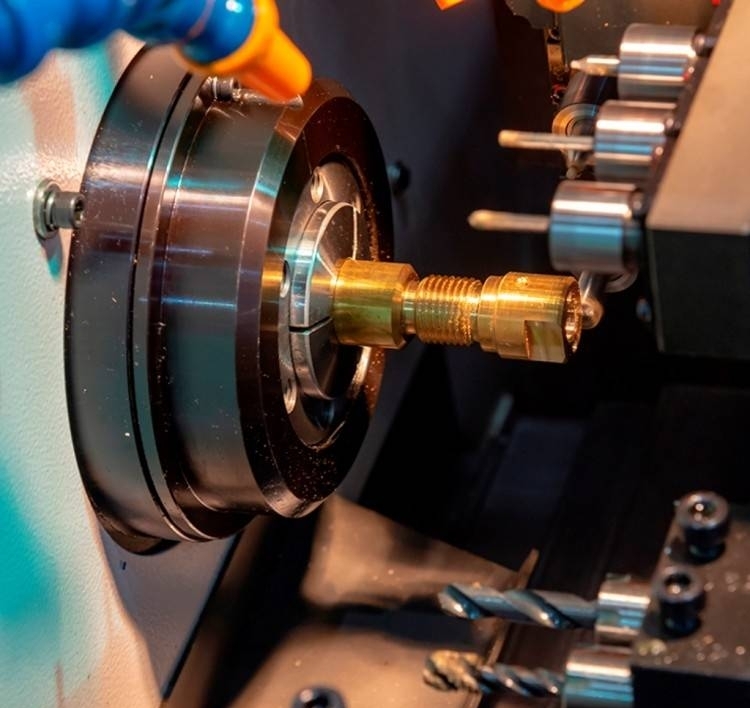
Zie de detailsKoperlegeringen worden vaak gebruikt bij de productie van mechanische componenten vanwege hun uitstekende elektrische geleidbaarheid, thermische geleidbaarheid en corrosieweerstand. Tijdens het bewerkingsproces moeten echter de volgende voorzorgsmaatregelen worden genomen:
1. Materiaalkenmerken van koperlegeringen
2.selectie van snijparameters
3. Tool selectie
4. Koeling en smering
6. Machineveringsapparatuur
7. Behandeling van de macheling
8. Veiligheid voorzorgsmaatregelen
9. Commonproblemen en oplossingen
Slechte oppervlaktekwaliteit: onjuiste selectie van snijparameters of slecht gereedschapsscherpen kan leiden tot een slechte oppervlaktekwaliteit. Dit kan worden verbeterd door de snijparameters te optimaliseren of de kwaliteit van gereedschapsscherpen te verbeteren.

MXB-JTW metrische drukringen zijn gebaseerd op hoogwaardig messing (ZCuZn25Al6), met vast smeermiddel (grafiet of molybdeendisulfide) ingebed in de...
Zie de details
MXB-JESW skateboard is een slijtvast heavy-duty skateboard met 2 gaten en 4 gaten. Het is een gestandaardiseerd product en compatibel met bekende b...
Zie de details
De apparatuur die in mijnbouwmachines wordt gebruikt, is onderhevig aan ernstige slijtage. Om de levensduur van de apparatuur te verlengen, worden ...
Zie de details
MXB-JGLXS-geleiderails zijn onderdelen die aan beide zijden van de kerntrekschuif aan de zijkant zijn geïnstalleerd om ervoor te zorgen dat de kern...
Zie de details
De MXB-JSL L-Type zelf-verknipingsgeleidrail is gebouwd uit hoogwaardige grafiet-koperlegering en is strategisch geïnstalleerd op de Locus van de m...
Zie de details
MGB61 NAAMS standaard geleidebus is een betrouwbare oplossing voor nauwkeurige, soepele geleidingstoepassingen. Deze geleidebus is ontworpen om te ...
Zie de details
MJGB olievrije injectiegeleidingsbussen zijn standaardcomponenten die worden gebruikt in het kunststofspuitgietproces en zorgen voor een smeermidde...
Zie de details
Normaal gesproken wordt de duwplaat ondersteund door vier resetstangen. Als de duwplaat echter groot en zwaar is, buigen de resetstaven vanwege de ...
Zie de details
De bimetaalschuifplaat met aan drie zijden gesinterde slijtvaste legering is een nieuw type zelfsmerende plaat. Vergeleken met de algemene enkelzij...
Zie de details
SF-1S stainless steel corrosion-resistant bearing is a very effective corrosion-resistant material that is formed by rolling with stainless steel as t...
Zie de details Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Neem contact met ons op