


 Engels
Engels
 Spaans
Spaans
MXB-JTWN Metrische drukring zonder schroefgaten
Cat:Zelfsmerend lager
MXB-JTW metrische drukringen zijn gebaseerd op hoogwaardig messing (ZCuZn25Al6), met vast smeermiddel (grafiet of molybdeendisulfide) ingebed in de...
Zie de details Technische achtergrond en pijnpunten in de industrie
Bij de precisiebewerking van buisvormige koperen componenten (zoals hydraulische kleplichamen en warmtewisselaarfittingen), presenteren traditionele dubbelzijdige klemarmaturen twee kernproblemen:
• Verlies van omtrek vrijheidscontrole: wanneer uitsluitend door de buitenwand is geklemd, is de wrijvingscoëfficiënt tussen de koperen component en het contactoppervlak van het armatuur onvoldoende ( μ≤ 0,15), wat leidt tot een omtrekafwijking van 0,5 ° -2 ° onder snijkrachtstoornissen (gegevensbron: int. J. Mach. Tools Manuf. 2022, 181, 103945);
• Inefficiënt klemproces: handmatige aanpassing van de klemkracht duurt> 30 seconden per stuk, en de herhaalde positioneringsnauwkeurigheid is> ± 0,1 mm (getest volgens de ISO 230-2 standaard).
Analyse van kerntechnologie -innovatie
I. Driedimensionaal beperkte positioneringssysteem
1.1 Axiale radiale gecombineerde klemstructuur
Onderste ondersteuningsmodule:
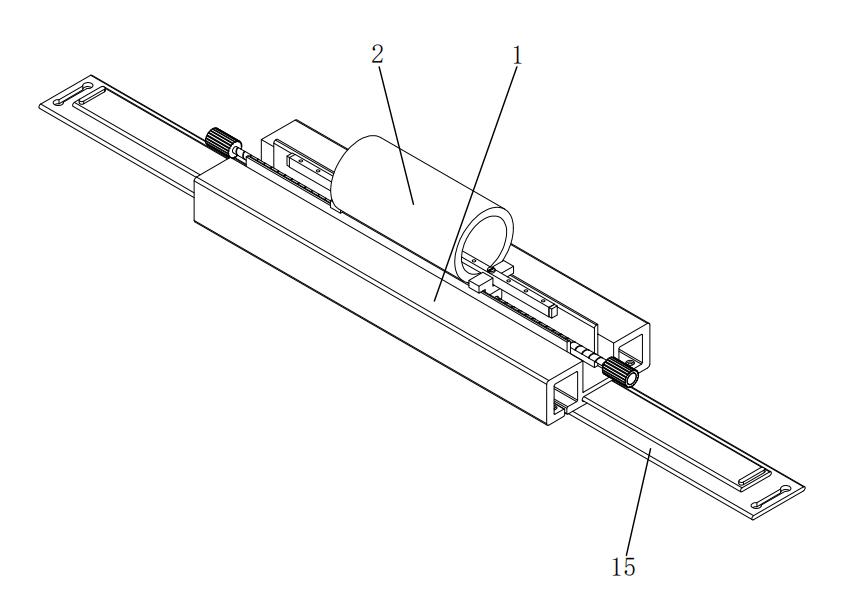
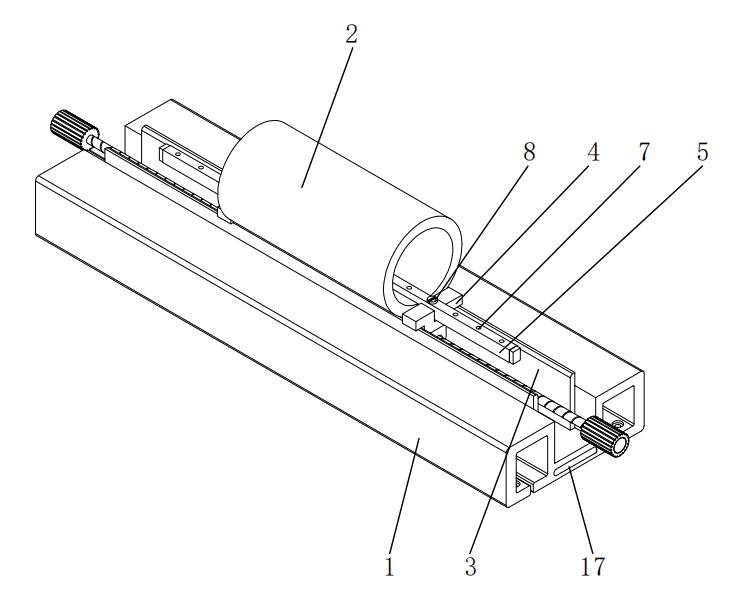
• Het beweegbare frame (1) is uitgerust met symmetrisch gerangschikte boogvormige supportplaten (3) binnen de groeven, met een krommingstraal R die overeenkomt met de buitendiameter van de buisvormige kopercomponent (2) (tolerantie (tolerantie (tolerantie (tolerantie (tolerantie (tolerantie (tolerantie (tolerantie (tolerantie ± 0,05 mm), met een normale ondersteunende kracht door oppervlaktecontact.
• Eindige elementanalyse toont aan dat dit ontwerp de piekcontactstress vermindert tot 58MPa (vergeleken met 112MPa voor een V-blokstructuur), waardoor vervorming van dunwandige koperen componenten wordt vermeden.
Analyse van kerntechnologie -innovatie
I. Driedimensionaal beperkte positioneringssysteem
1.1 Axiale radiale gecombineerde klemstructuur
Onderste ondersteuningsmodule:
• Het beweegbare frame (1) is uitgerust met symmetrisch gerangschikte boogvormige supportplaten (3) binnen de groeven, met een krommingstraal R die overeenkomt met de buitendiameter van de buisvormige kopercomponent (2) (tolerantie (tolerantie (tolerantie (tolerantie (tolerantie (tolerantie (tolerantie (tolerantie (tolerantie ± 0,05 mm), met een normale ondersteunende kracht door oppervlaktecontact.
• Eindige elementanalyse toont aan dat dit ontwerp de piekcontactstress vermindert tot 58MPa (vergeleken met 112MPa voor een V-blokstructuur), waardoor vervorming van dunwandige koperen componenten wordt vermeden.
Mechanische verificatie:
• Wanneer het snij koppel t = 15n · m, de maximale hoekverplaatsing θ van de koperen component is 0,03 ° (traditionele armaturen hebben θ = 1.2 ° ).
• Wanneer de boutpreloadkracht f ≥ 800n, de torsiestijfheid van het systeem bereikt 1.2 × 10 ⁴ N · m/rad (een 8-voudige toename).
II. Optimalisatie-ontwerp van mens-machine interactie
2.1 Snel klemmechanisme
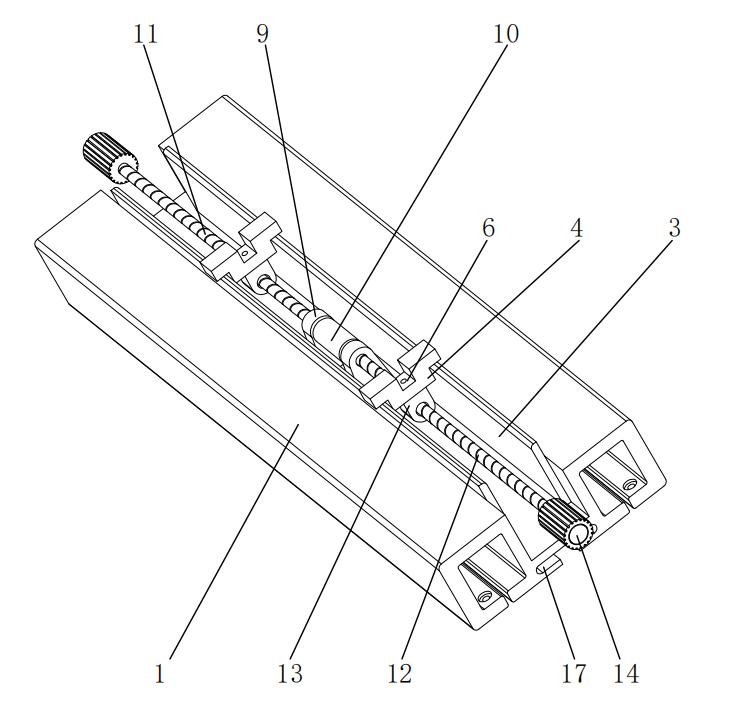
• De Dual Control Handles (14) Feature 45 ° Gespreide anti-slip-texturen, met een operationele koppeldrempel ingesteld op 2-3N · M (compliant bij de EN 1005-3 Ergonomics Standard).
• Gemeten enkele klemtijd ≤ 8 seconden (traditionele structuren> 30 seconden), geschikt voor de vereisten van de productielijncyclustijd.
2.2 Adaptieve aanpassingsmodule
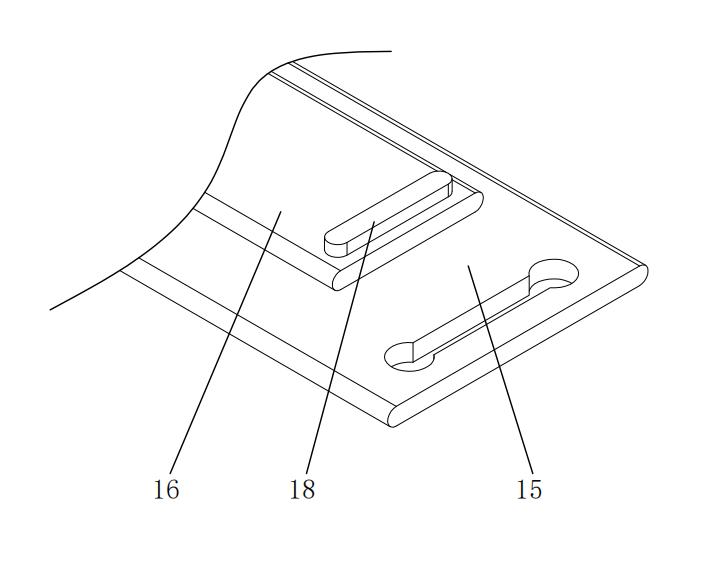
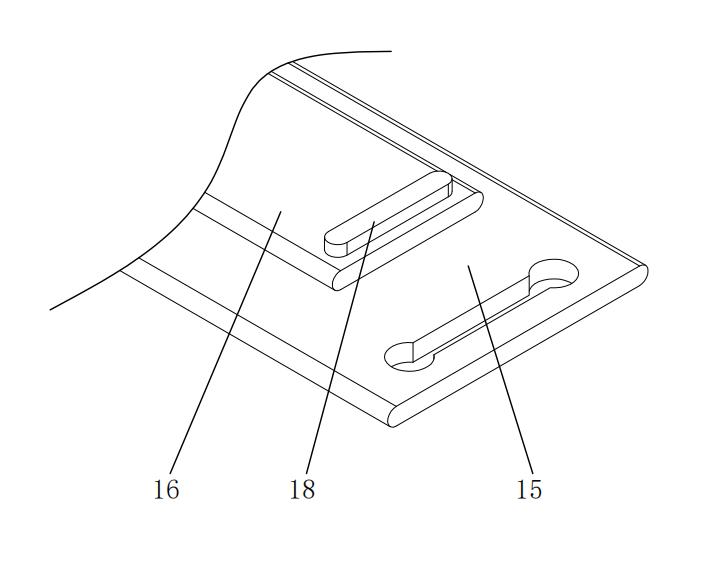
• Het beweegbare frame (1) en vaste plaat (15) bereiken ± 10 mm lineaire compensatie door middel van schuifgeleidercomponenten (16), die een pijpdiameterbereik van buis van φ 20- φ 50 mm.
• De beperkende projecties (18) zijn uitgerust met een polyurethaanbufferlaag, die in staat is om 5-8J energie te absorberen onder impactbelastingen (getest volgens de ASTM D256-standaard).
Vergelijkingstabel van technische parameters
| Prestatie -indicatoren | Deze gepatenteerde technologie | Traditionele dubbelzijdige klemarmatuur | Teststandaard |
| Omtrekspositioneringsnauwkeurigheid | ≤0,03 ° | 0,5 °- 2 ° | ISO 230-2 |
| Klemefficiëntie | ≤8 seconden/stuk | ≥30 seconden/stuk | VDI 2862 |
| Torsiestijfheid | 1.2 × 10⁴ N · m/rad | 1,5 × 10³ n · m/rad | GB/T 11349.1 |
| Compatibiliteitsbereik van buizendiameter | φ20-φ50mm | φ25-φ40mm | DIN 8602 |
Typische verificatie van bewerkingsscenario
Geval 1: Frees van hydraulische kleplichamen
• Onder een snijkracht van F = 2000N is de positionele nauwkeurigheidsfout van de bewerkte gaten ≤ 0,02 mm (traditionele armaturen hebben een fout van 0,12 mm).
• Na continue verwerking van 500 stuks is de slijtage van de positioneringsdrukplaat (5) <5 μ M (DIN 50320 Standard Wear Test).
Case 2: eindvorming van warmtewisselaarbuizen
• De ovaliteitsregeling van koperen buizen is ≤ 0,05 mm (industrie -eis is ≤ 0,1 mm).
• De klem herhaalde positioneringsnauwkeurigheid CPK is ≥ 2.0 (Six Sigma Process Capaciteitsanalyse).
Dit patent definieert het ontwerpparadigma voor buisvormige componenten positioneringsinrichting door drie technische paden: rigide gekoppelde beperkingstopologie, bidirectionele kracht gesloten luscontrole en mens-machine interactie-optimalisatie. Volgens Derwent Innovation Patent Mapping -analyse verbetert deze structuur de indicator van de koppelbeveiligingsefficiëntie (TRE) met 82% in vergelijking met vergelijkbare oplossingen, waardoor deze in een leidende positie in het subveld van technologie wordt geplaatst.
Neem contact op met als u meer wilt weten Mingxu -machines Om het volledige patentrapport te verkrijgen: [email protected].

MXB-JTW metrische drukringen zijn gebaseerd op hoogwaardig messing (ZCuZn25Al6), met vast smeermiddel (grafiet of molybdeendisulfide) ingebed in de...
Zie de details
MXB-JDBS op brons gebaseerd massief ingelegd zelfsmerend sferisch lager is een sferisch glijlager. Het glijdende contactoppervlak is een bolvormig ...
Zie de details
MXB-DUF olievrij composietlager, ook bekend als SF-1F-bus, een gewalst glijlager met een stalen plaat als basis, gesinterd bolvormig bronspoeder in...
Zie de details
MXB-FB090 Bronze Coiled Bearing is een economisch lager met een hoog draagvermogen en goede slijtvastheid, gerold uit CuSn8-brons. Het werkoppervla...
Zie de details
MXB-JESW skateboard is een slijtvast heavy-duty skateboard met 2 gaten en 4 gaten. Het is een gestandaardiseerd product en compatibel met bekende b...
Zie de details
De apparatuur die in mijnbouwmachines wordt gebruikt, is onderhevig aan ernstige slijtage. Om de levensduur van de apparatuur te verlengen, worden ...
Zie de details
MXB-JTLP zelfsmerende slijtvaste plaat kan standaardproducten leveren variërend van breedte van 18 mm tot 68 mm en lengte van 100 mm tot 220 mm. He...
Zie de details
MXB-JSP zelfsmerende slijtvaste plaat is geschikt voor spuitgietmachines, stempelmatrijzen voor auto's, bandenmallen, fabrieksmachines (graafm...
Zie de details
De MXB-JSL L-Type zelf-verknipingsgeleidrail is gebouwd uit hoogwaardige grafiet-koperlegering en is strategisch geïnstalleerd op de Locus van de m...
Zie de details
MJGB olievrije injectiegeleidingsbussen zijn standaardcomponenten die worden gebruikt in het kunststofspuitgietproces en zorgen voor een smeermidde...
Zie de details Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Neem contact met ons op