


 Engels
Engels
 Spaans
Spaans
MXB-JTW metrische drukring voor voertuigtransmissies
Cat:Zelfsmerend lager
MXB-JTW metrische drukringen zijn gebaseerd op hoogwaardig messing (ZCuZn25Al6), met vast smeermiddel (grafiet of molybdeendisulfide) ingebed in de...
Zie de details Technische achtergrond en pijnpunten in de industrie
In high-speed Machine tool chuck systeMs (n ≥ 6000rpm), traditionele conische positioneringsfaceplaten vertonen twee kerndefecten:
l Smeerfalen: centrifugale kracht zorgt ervoor dat smeervet migreert naar de bodem van de conische boring, wat resulteert in een droge wrijvingszone aan het bovenste gedeelte, met RA -waarden van de oppervlakte -ruwheid verslechteren van 0,4 μ M tot 1.6 μ M (getest volgens ISO 4288 -standaard);
l Stressconcentratie: unilateraal contact leidt tot Hertziaanse contactstresspieken van meer dan 800 MPa, waardoor micro-crackpropagatie wordt geactiveerd (gegevensbron: slijtage 2022, 500-501, 204356).
Kerntechnologische innovatieanalyse
I. Ontwerp van gradiëntsmeersysteem
1.1 Solid-fluïde samengestelde smeerarchitectuur
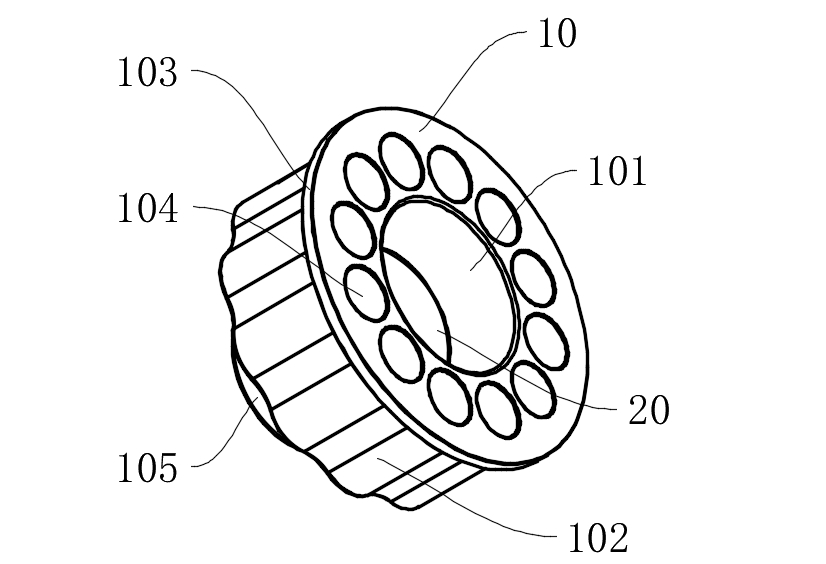
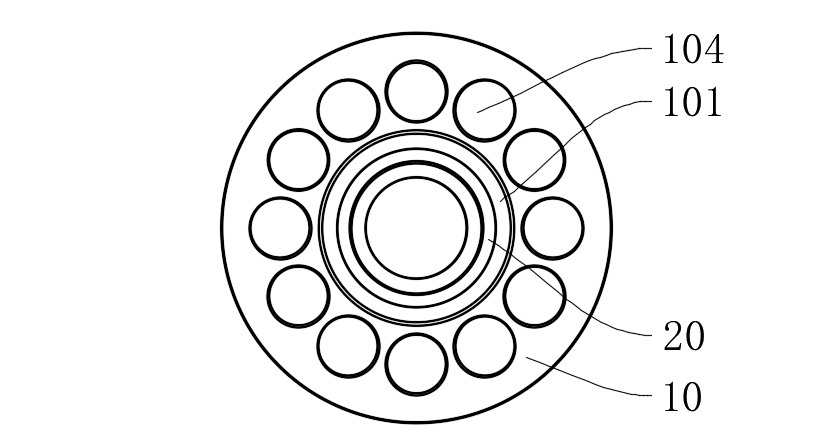
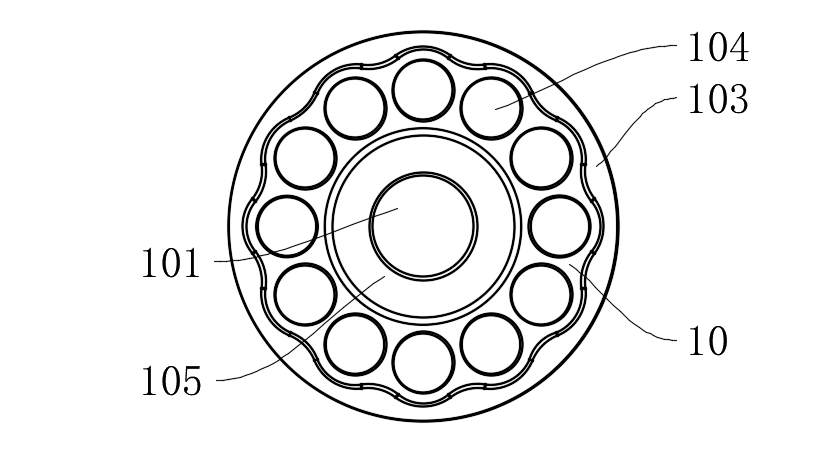
Grafietsmeerblok (20) Inbedddingstructuur:
l Een cirkelvormige montagegroef (101a) met een diepte van 1,2 ± 0,05 mm wordt geopend in het midden van de conische boring (101), waardoor het continu conisch oppervlak zorgt voor bewerking van elektrische ontlading (kegelhoek 20 ° ± 0.5 ° );
Copper-gebaseerd composietmateriaal (Cu-10SN-5gr) met 85% grafiet is ingebed, waardoor een porositeit van 18% wordt bereikt ± 2% door poeder metallurgie sinteren, continu vrijgevende grafietdeeltjes om een overdrachtsfilm te vormen.
Smeerefficiëntie verificatie:
l Onder n = 8000 tpm bedrijfsomstandigheden blijft de wrijvingscoëfficiënt in het bovenste deel van de conische boring stabiel op 0,08-0,12 ( > 0,25 voor traditionele structuren);
l Draagvolumetests (ASTM G99) laten zien dat na 300 uur werking de conische oppervlakte -slijtagediepte slechts 3,2 is μ M (28.5 μ M voor traditionele structuren).
1.2 Compensatiemechanisme voor vloeistofsmeercompensatie
l Smeervetkanalen worden onderaan de conische boring vastgehouden en vormen een 0,5-1.2 μ m oliefilmdikte door dynamische drukeffecten (geverifieerd door Reynolds -vergelijkingssimulatie);
l Het systeem bereikt gradiëntsynergie tussen vaste smering (bovenste deel) en vloeistofsmering (onderste deel), waardoor de contactzone -temperatuur met 45% wordt verlaagd (gemeten door infrarood thermische imager).
II. Neem contact op met stressoptimalisatieontwerp
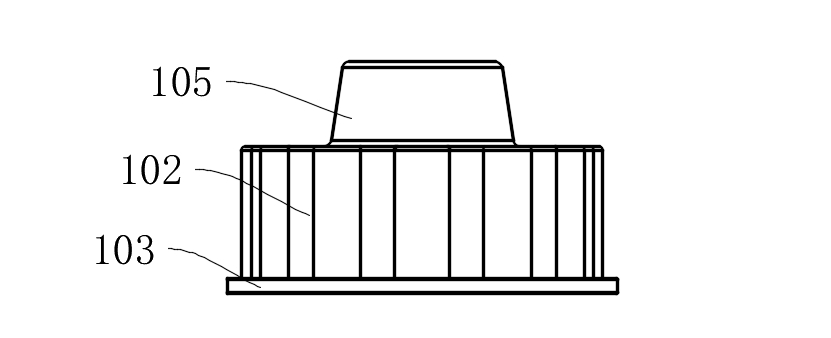
2.1 WaveForm -klemoppervlak (102) Topologieoptimalisatie
l Periodieke golfprofielen worden geconstrueerd met behulp van Fourier -series: golflengte λ = 12 mm, amplitude a = 0,8 mm, krommingstraal r = 5 mm;
l Eindige elementanalyse geeft aan dat de maximale contactstress wordt verminderd van 813mpa tot 327mpa, met een verbetering van 62% in de uniformiteit van de spanningsverdeling.
2.2 Multi-bout load-sharing structuur
l 12 montagegaten (104) worden gelijkmatig verdeeld volgens de ASME B18.2.1 -standaard, met vooraf laadafwijking < 5%;
l Gecombineerd met limiet conische oppervlakken (105) (kegelhoek 15 ° ± 0.5 ° ), radiale positioneringsnauwkeurigheid van ± 2 μ M wordt bereikt (ISO 2768-F-graad).
Technische parametervergelijkingstabel
| Prestatie -indicator | Deze gepatenteerde technologie | Traditionele positionering voorplaat | Teststandaard |
| Conische oppervlaktewrijvingscoëfficiënt (8000 tpm) | 0,08-0,12 | 0,25-0,35 | ASTM G99 |
| Maximale contactstress | 327MPa | 813MPa | ISO 281 |
| Slijtage (300H) | 3.2 × 10 ⁻⁶ mm ³ /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Temperatuurstijging ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Typische validatie van applicatiescenario
Geval 1: Positionering van de gereedschapshouder in machinecentra van vijfassen
l Tijdens continue bewerking van titaniumlegeringsonderdelen wordt de runout van de gereedschapshouder gecontroleerd op < 2 μ M ( > 8 μ m voor traditionele structuren);
l Gereedschapsveranderingscycli worden verlengd tot 12000 keer (het gemiddelde van de industrie is 5000 keer).
Geval 2: Chuck -systeem in draaiende centra
l Spindel radiale runout wordt verminderd vanaf 5 μ M tot 1,5 μ M (GB/T 17421.7 standaard);
l Machinaal werkstuk rondheidsfout is ≤ 1.5 μ M (ASME B89.3.4 Standaard).
Dit octrooi bereikt langdurige stabiele werking van het positioneren van gezichtsplatten onder extreme bedrijfsomstandigheden door twee belangrijke technologische paden: gradiënt smeermedia synergie en contactstressveldreconstructie. Volgens nieuwigheidsonderzoek (Derwent Innovation) bereikt de structuur een specifieke wrijvingskracht (SFP) -index van 0,08 W/mm ² , een reductie van 76% in vergelijking met vergelijkbare producten, die het op het internationale leidend niveau plaatst.
Als u meer wilt weten, neem dan contact op met Mingxu Machinery om het volledige patentrapport te verkrijgen: [email protected] .

MXB-JTW metrische drukringen zijn gebaseerd op hoogwaardig messing (ZCuZn25Al6), met vast smeermiddel (grafiet of molybdeendisulfide) ingebed in de...
Zie de details
MXB-FB090 Bronze Coiled Bearing is een economisch lager met een hoog draagvermogen en goede slijtvastheid, gerold uit CuSn8-brons. Het werkoppervla...
Zie de details
De apparatuur die in mijnbouwmachines wordt gebruikt, is onderhevig aan ernstige slijtage. Om de levensduur van de apparatuur te verlengen, worden ...
Zie de details
In de bouwsector worden MXB-JUWP zelfsmerende slijtvaste platen voornamelijk gebruikt voor de bescherming van bouwconstructies. Tijdens langdurig g...
Zie de details
MXB-JOML zelfsmerende slijtplaten zijn ontworpen om wrijving te minimaliseren en de levensduur in industriële toepassingen te verlengen. Het produc...
Zie de details
MXB-JSOL zelfsmerende geleiderail is een zelfsmerende geleiderail van het L-vormige geleidingsgroeftype, die is gemaakt van een combinatie van hoog...
Zie de details
MXB-JSP zelfsmerende slijtvaste plaat is geschikt voor spuitgietmachines, stempelmatrijzen voor auto's, bandenmallen, fabrieksmachines (graafm...
Zie de details
MJGBF olievrije injectiegeleidebussen zijn componenten die worden gebruikt in het kunststofspuitgietproces om de productie-efficiëntie verder te ve...
Zie de details
Normaal gesproken wordt de duwplaat ondersteund door vier resetstangen. Als de duwplaat echter groot en zwaar is, buigen de resetstaven vanwege de ...
Zie de details
SF-1S stainless steel corrosion-resistant bearing is a very effective corrosion-resistant material that is formed by rolling with stainless steel as t...
Zie de details Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Neem contact met ons op